











Post de Sigma, garde garde-corps profileuse
Informations de base
Modèle: ZGM-post
Description du produit
12 mois de garantie
10 ans d’expérience
Description du produit
| Sigma post, guard railing roll forming machine |
| I. Sigma post roll forming machine product overview |
 |
 |
 |
 |
| II. Sigma post roll forming machine paramters |
| A. Composition of machine |
|
Roll forming main machine………………………….…1 unit 10 Tons hydraulic de-coiler with coil car………….1 set Punching system……………………………………2 units Control panel…………………………………………..1 unit Hydraulic station……………………………………1 unit 3M auto stacker……………………… ………………2 unit Spare tools……………………………………………one box |
| B. Details of each composition |
1. Coil width: 1000mm effective width:930+3-3 mm (design base on 3mm). 2. Working speed: 0-20m/min (not contain cutting and punching). 3. Roll station: 17stations material of roller: Gcr15 bearing material; polished and coated with chrome HRC58-62°. 4. Material of main shaft: 45 forge steel(Same as SAE1045) diameter roller: 150mm. 5. Main power: 45kw, forming thickness: 2.5mm—3.5mm, Transmission: by chain. 6. Roll former has leveling bolts in the base |
1. Machine adopt hydraulic cutting 2. Cutting after forming: Cut the sheet after roll forming to required length 3. Cutting motion: The main machine automatically stops and the cutting will take place. After the cutting, the main machine will automatically start. 4. Material of blade: CR12with heat treatment 5. Length measuring: Automatic length measuring 6. Tolerance of length: 4700mm+/- 2mm |
1. Single unrolling machine, one side can put material 2. Adopt automatic hydraulic system 3. Coil weight (Max):10000kg 4. Inter diameter: 470mm-520mm 5. Maximal out diameter:1800mm 6. Oil cylinder dia:120mm working pressure: 20mpa (=20Tons) 7. Coil width (Max.):1000mm 8. Working speed: 0-25m/min 9. Power: 5.5KW 10. Hydraulic power: 3kw 11. De-coiler should be with Loop control and hold down 12. Coil car: 10Tons 13. The motor power of coil car: 3Kw 14. Pressure: 12Mpa |
1: depend on customer punching drawing complete machine need two punching unit 2: depend on customer punching request this machine adopt punching after roll forming. 3: punching mould material: Cr12 with HRC58-62°. 4: hydraulic power: 11KW 5: pressure: 25Mpa 6: diameter of oil pump: 200mm |
(1)Voltage, Frequency, Phase: 380 V, 50 Hz, 3Phase (2)Automatic length measurement: (3)Automatic quantity measurement (4)Computer used to control length & quantity. Machine will automatically cut to length and stop when required quantity is achieved (5)Length inaccuracy can be amended easily. (6).Control panel: Button-type switch and touch screen (7)Unit of length: millimeter (switched on the control panel) (8) Laguage: English, Spanish and Chinese
1. hydraulic station power: 11kw 2. hydraulic pressure: 25Mpa
|
| III. Sigma post roll forming machine roller forming&working process |
| A. Forming processes |
|
The process of roll forming is one of the simpler manufacturing processes. It typically begins with a large coil of sheet metal, between 1 in. and 20in. in width, and 0.004 in. and 0.125 in. thick, supported on an uncoiler. The strip is fed through an entry guide to properly align the material as it passes through the rolls of the mill, each setof rolls forming a bend until the material reaches its desired shape. Roll sets are typically mounted one over the other on a pair of horizontal parallel shafts supported by a stand(s). Side rolls and cluster rolls may also be used to provide greater precision and flexibility and to limit stresses on the material. The shaped strips can be cut to l ength ahead of a roll forming mill, between mills, or at the end of roll forming machine. |
| B. Working process. |
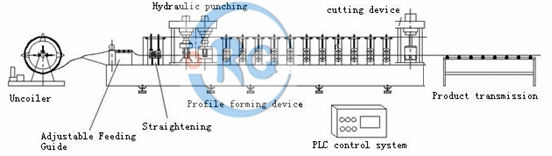 |
| Decoiling → Feeding Guide → Leveling →Hydraulic punching → Roll Forming → Punching for the whole line → Hydraulic Cutting → Collection Stacker |
| IV. Sigma post sheet&profile drawing |
 |
Groupes de Produits : Renversement du rail route garde formant la machine > Sigma/C post profileuse



