






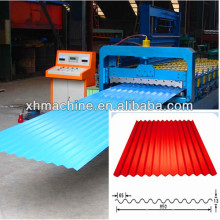







Tôle de canal / stud et suivre le profilage machine
Informations de base
Modèle: ZGM-Hat
Description du produit
Description du produit
canal tôlerie / stud et suivre rouleau machine formage
I. canal en tôle / stud et piste roulent formant machine produit overwiew
Top Hats sont les sections structurales légers, parfaites pour utilisation dans une gamme d’applications de la construction commerciale, domestique et rural comme cadrage & lattes dans les garages, les remises, les clôtures et les abris d’auto. Ils sont fabriqués en acier galvanisé à haute résistance de haute résistance et longue durée de vie. La facilité de rodage et de fixation à vis qui les rend extrêmement polyvalent. Chapeau haut de forme Sections conviennent pour une utilisation dans des applications industrielles, commerciales ou agricoles lorsqu’il est utilisé en tant que membres secondaires soutenant le toit ou le mur bardage.
II. Tôle de canal / stud et suivre paramètres
formant du rouleau de la machine
A. Composition de
machine
Roll formant la machine principale... 1 unit
5 tonnes hydraulique dé-enrouleur avec voiture de bobine... 1 set
Control panel... 1 unit
station hydraulique... 1 unit
détachées outils... un seul
box
B. détails de chaque composition
profileuse principal 1. Bobine largeur : 1000mm largeur efficace : 930 + 3-3 mm (conception base sur 3mm).
2. Vitesse de travail : 0-20m/min (ne contient pas de découpe et de poinçonnage).
3. Station de rouleau : 17stations matériel de rouleau : Gcr15 roulement matériel ; poli et recouverts de chrome HRC58-62 °.
4. Matériau d’axe principal : 45 forge en acier (identique à SAE1045) diamètre du galet : 150mm.
5. Alimentation principale : 45kw, formant l’épaisseur : 2,5 mm, 3,5 mm, Transmission : par chaîne.
6. Ancien rouleau a nivellement des boulons dans le base
de coupe 1. Machine à adopter cutting
hydraulique 2. Après la formation de coupe : couper la feuille après profileuse
3 de la longueur voulue. Mouvement de coupe : la machine principale s’arrête automatiquement et la coupe aura lieu. Après le découpage, la machine principale commencera automatiquement.
4. Matériau de la lame : CR12with traitement thermique
5. Longueur de mesure : longueur automatique mesurant
6. Tolérance de longueur : 4700mm +/-2mm
dé-coiler 1. Seule machine déroulant, un côté peut mettre material
2. Adopter system
hydraulique automatique 3. Poids (Max) de la bobine :
5000kg 4. Inter diamètre : 470mm-520mm
5. Maximale à diamètre : 1800mm
6. Cylindre dia:120 mm pression d’huile : 20mpa (= 20Tons)
7. Largeur de bobine (Max.) : 1000mm
8. Vitesse de travail : 0-25m/min
9. Puissance : 5.5KW
10. Énergie hydraulique : 3kw
11. Dé-enrouleur devrait être avec contrôle en boucle et tenir down
12. Voiture de bobine : 10Tons
13. La puissance du moteur de la voiture de bobine : 3Kw
14. Pression : système de perforation 12Mpa
1 : dépendent du client poinçonnage dessin machine complète nécessité deux poinçonnage unité
2 : dépendent du client demande cette machine adopte le poinçonnage après profilage de poinçonnage.
3 : poinçonnage des matériaux à mouler : Cr12 avec HRC58-62 °.
4 : hydrauliques : 11KW
5 : pression : 25Mpa
6 : diamètre de la pompe à huile : panneau de contrôle de 200mm
(1) tension, fréquence , Phase : 380 V, 50 Hz, 3Phase
(2) longueur automatique mesure :
(3) quantité automatique measurement
(4) ordinateur utilisé pour le contrôle de longueur et de la quantité. Machine coupera automatiquement à la longueur et arrêter lorsque la quantité nécessaire est atteint
(5) longueur inexactitude peut être modifié facilement.
(6). Panneau de contrôle : type bouton basculer et touch screen
(7) unité de longueur :
millimètre (allumé depuis le panneau de configuration) (8) langue : anglais, espagnol et Chinese
III. Tôle de canal / stud et piste profilage machine formant & travail process
Forming A. processes
le processus de profilage est l’un des procédés de fabrication plus simples. Il commence généralement par une grande bobine de métal en feuille, entre 1 po et 20 po de largeur et 0,004 po 0,125 po d’épaisseur, appuyé sur un dérouleur. La bande est introduite par un guide de l’entrée pour aligner correctement le matériel lors de son passage à travers les rouleaux de l’usine, chaque ensemble rouleaux formant un coude jusqu'à ce que le matériel a atteint sa forme désirée. Jeux de rôle est habituellement monté un sur l’autre sur une paire d’arbres parallèles horizontaux pris en charge par un stand(s). Rouleaux latéraux et cluster rouleaux peut également être utilisé pour fournir une plus grande précision et la flexibilité et de limiter les contraintes sur le matériel. Les bandes en forme peuvent être coupées à longueur devant une profileuse de moulin, entre moulins, ou de la tôle à la fin de la profileuse machine.
B. canal / stud et piste roulent formant machine travail process
rouleau dérouleur hydraulique → Roll formant → découpe → Table out
IV. Chapeau haut de forme feuille profil drawing
Hat sheet
Groupes de Produits : Goujon & piste profileuse > Goujon & piste profileuse
autres produits




Produits phares
Toit ondulé feuille feuille de machine/toit en tôle de toit ondulé de machine/faisant la machine ZGM profileuseVente chaude debout couture toit feuille profileuse à vendreYX faîtage couleur tôle profileuseTablier métallique de structure métallique fabricant roll étage de machine en acier formant platelage machines ancien rouleau froidTuyau de descente carré haute qualité profileuse, feuille de tuyau pour eau de toitGalvanisé acier toit ridge cap gouttière profileuseAutomatique haute vitesse poteau d’acier et de suivre la ligne machine de formage par rouleauxPanne de Sigma acier galvanisé formant la machine/rack étagère métallique post rouleau ancien métal Sigma post profileuseGrilles de taille pipe Mill Type Tube souder utilisé pour serruriersla tuile de toiture profileuse à vendre à bon prix et de meilleure qualitéZ-Look EPS & laine minérale panneau "sandwich" ligne de production "sandwich" panneau profileuse fait inshanghai allstarHaute qualité porte feuille verticale profileuse machine/crémaillère verticale profileuse faite en shanghai allstarDiscontinu PU Sandwich Panel Roll formant la machine d’excellente qualitéLigne d’EPS Sandwich Panel feuille faisant la MachineLaine de roche avancée "sandwich" panneau machine production line/panneau "sandwich" roll formant ligne machineRambarde de qualifié route métalliques faisant la machine de haute qualité